翔晨模具 低壓鑄造法
在傳統工業中俗稱的「重力鑄造」、「澆鑄」的液態鑄造法,乃是靠金屬液本身的流動性流滿整個模具,所以當輪圈尺寸超過18吋之後,就會產生離「澆注口」遠的地方已冷卻,離澆注口近的地方卻還滾燙的問題,如此會使整顆輪圈產生各部位金屬密度不平均的後果,因此大尺寸輪圈更加有必要加速金屬液體填滿模具的速度。
翔晨模具 精密鍛造技術

精密鍛造是指鍛造成形後只需少量加工或不再加工,即符合尺寸精度要求的成形技術。
實現精鍛成形的途徑主要有兩種:
精化毛坯,即直接鍛造出滿足精密機加公要求的毛坯。
精鍛件,整個或零件一些部分直接採用精鍛工藝加工而成,從而減少機加量。
目前應用於生產的精密鍛造工藝很多。按成形溫度可分為熱精鍛、冷精鍛、溫精鍛、複合精鍛等。
1、熱精鍛工藝:熱精鍛是在結晶溫度以上進行鍛造的精鍛工藝。因為變形溫度高,在鍛造時材料的變形抗力低,塑性好,所以易於成形幾何形狀複雜的零件。
翔晨模具 鑄造模具加工
精密鑄造透過間接造模及增加製程管制空間之手法突破傳統砂模鑄造技術瓶頸而達到精密度更高,鑄件更薄,形狀更複雜,鑄件內在品質獲得更加的保證等等。產品範圍由藝術雕像、高爾夫球頭、一般用五金、工業級零件、國防工業以至航太工業等零件。而其生產技術條件也因不同等級及領域而異。在高度工業化國家,精密鑄造技術最被廣泛應用的領域含蓋建築、汽車、石化、機械、食品、機電動力、資訊、醫療、國防及航太等工業。
翔晨模具 切邊模
切邊模,是利用沖模修邊工序件的邊緣,使其具有一定高度、直徑和形狀的沖壓模具,用于修整拉深件的邊緣,讓端面平整美觀,便于下一步裝配。
廣泛的應用在機械制造、汽車零件生産、飲料瓶加工、緊固件模具配套等領域。
翔晨模具
最佳的機構設計,必須付出自身經過經驗的淬鍊,更必須付出更多時間思考
為了追求最佳的機構設計
除了必須付出自身經過經驗的淬鍊,更必須付出更多時間思考花更多時間在工作上,還必須與客戶以相同頻率溝通協調
那麼我相信你也可以成為一位很好的設計師
翔晨模具
模具開發 在未來產業轉型中扮演極為重要腳色

林恒育認為,要提升模具產業之競爭力,必須從設計、製造以及服務三方面著手。所需的技術涵蓋層面非常多。最近有比較貼近生產層的技術在推動,如透過模具內測量系統實現「可視化」,包括壓力、樹脂溫度、模仁表面溫度、樹脂流速等測量及樹脂前沿檢測等,有助於量產監控及不良品選別。
刀具深孔加工常見問題及解決措施

在深孔加工過程中,經常出現被加工件尺寸精度、表面質量以及刀具的壽命等問題,如何減少甚至避免這些問題的產生,是目前亟待解決的問題。
夾持可轉位刀片的小孔徑加工解決方案
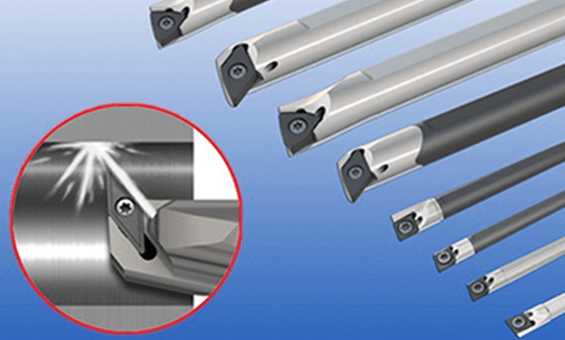
首先為你介紹,前沿的伊斯卡內孔切削刀桿,用於小孔徑的加工,可選用鋼質桿及硬質合金桿,內冷卻通孔使得冷卻液能準確送達刀片切削刃。前沿新刀具夾持正型(單面)精密磨製刀片EPGT及CCGT。EPGT刀片為75°刀尖角,最小加工孔徑4.5mm;CCGT刀片為80°刀尖角,最小加工孔徑5.0mm。刀桿夾持柄部直徑範圍為4-7mm。
提高模具加工品質的解決方案
當前對高檔模具的要求是型面紋理清晰,即表面平整、粗糙度均勻、邊角清晰、尺寸配合嚴格合縫。為達到上述要求,就需要透徹地研究電火花加工的機理:要保證所加工出的模具尺寸精、輪廓清,要求電加工設備的放電間隙一定要小,這就需要徹底解決小間隙下排屑困難、伺服性能要求高以及加工平穩性等問題;在加工複雜型腔時,在不同方向上的加工難度和加工面積相差很大。為了保證高效率下放電間隙的一致性,要求單位面積上的加工時間應該相等。這就需要採用平動技術來合理分配時間,以消化這一不均勻。















